
 Peças impressas podem reduzir custo. Isso acontece porque permite ao projetista liberdade. É possível criar peças moveis e imprimir tudo junto. Uma empresa que possua impressoras 3D pode reduzir o tempo entre a concepção da ideia até a entrega dos protótipos (ou produtos). Torna possível a criação de gabaritos e ferramentas de forma rápida e barata, ajudando no dia a dia dos funcionários de uma linha de produção, por exemplo.
Peças impressas podem reduzir custo. Isso acontece porque permite ao projetista liberdade. É possível criar peças moveis e imprimir tudo junto. Uma empresa que possua impressoras 3D pode reduzir o tempo entre a concepção da ideia até a entrega dos protótipos (ou produtos). Torna possível a criação de gabaritos e ferramentas de forma rápida e barata, ajudando no dia a dia dos funcionários de uma linha de produção, por exemplo.
Na hora de projetar um produto ou uma peça, o projetista deve ficar atento ao modo de fabricação, seja ela FDM ou SLA. Pensar na forma de fabricação permite otimizar. Em outras palavras: custos e tempo são reduzidos.
Um fator que deve ser pensado é o tipo de manufatura aditiva a ser usada. Atualmente existem diversos tipos. Nesse guia focaremos mais no processo FDM (FFF), mas o conteúdo pode ser usado para outras tecnologias.
Ambiente de operação
O primeiro fator a ser analisado tanto na hora de projetar quanto na hora de orçar um projeto já existente, é o ambiente de operação. Nesse primeiro momento é necessário verificar as temperaturas de operação e do ambiente em que o objeto impresso ficará exposto.
Você deve fazer algumas perguntas ao seu cliente:
– O objeto ficará exposto a temperaturas altas? Essa pergunta é importante. Por exemplo, o PLA não pode ser usado em aplicações com altas temperaturas. E nem precisa ser tão alta assim, pois ele simplesmente começa a amolecer com temperaturas entre 40 a 60 ºC, que são facilmente alcançadas em um dia quente de verão.
– Ficará exposto a luz solar? Ou outras intempéries? A maioria dos materiais tendem a ficar quebradiços se forem expostos por muito tempo a luz solar. A radiação UV deteriora a estrutura molecular dos polímeros, o que torna impossível obter uma peça duradoura. No mínimo haverá alteração de cor e na rigidez se o material não for preparado para intempéries.
– Entrará em contato com produtos químicos corrosivos ou óleos? Alguns materiais são solúveis a produtos químicos. O ABS, por exemplo, reage com acetona e outros solventes. É importantíssimo ficar atento a esse ponto.
Se achar necessário, outras perguntas podem ser elaboradas. O importante é esclarecer todas as suas dúvidas sobre a aplicação do objeto que será impresso.
Resistência
A pessoa responsável por preparar o arquivo para impressão deve conversar com o projetista e entender a aplicação. Por exemplo, um protótipo normalmente não precisa ter a mesma resistência de uma peça de uso final. Então pode usar configurações que otimizem o tempo de impressão e a quantidade de material gasto, ganhando tempo.
Mas se for para uma aplicação final, torna-se necessário outras configurações. Assim, garantirá que a peça ou produto não se quebre durante o uso – pois acredito que seu cliente ou seu supervisor ficará triste com isso.
Um outro fator a ser levando em consideração é a posição de impressão. Como a tecnologia FDM trabalha com a deposição por camadas, deve-se ficar atento ao posicionamento da peça na mesa de impressão. No sentido do eixo Z as peças tendem a serem mais frágeis, mas por outro lado, se essa mesma peça possa ser impressa deitada, ela terá maior resistência. Em suma, os vetores de tração e compressão devem ser analisados.
Procure testar diferentes maneiras de posicionar o modelo na mesa de impressão, pensando na forma como ele será construído. As vezes o simples fato de rotacionar a peça garante maior resistência.
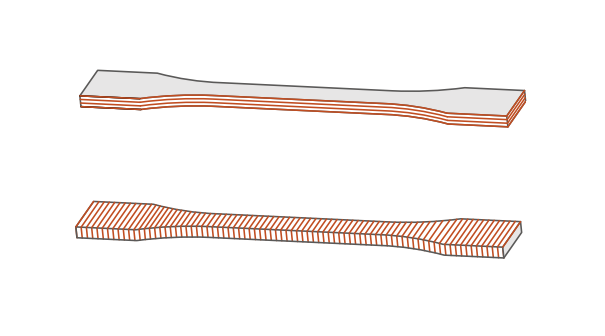 Na imagem acima vemos como a orientação das camadas muda completamente ao simples fato de rotacionar a peça no fatiador. O primeiro modelo (o de cima) foi feito deitado na mesa de impressão. O debaixo foi feito “em pé”. No sentido do eixo Z as camadas com pouca área de contato podem se romper com facilidade.
Na imagem acima vemos como a orientação das camadas muda completamente ao simples fato de rotacionar a peça no fatiador. O primeiro modelo (o de cima) foi feito deitado na mesa de impressão. O debaixo foi feito “em pé”. No sentido do eixo Z as camadas com pouca área de contato podem se romper com facilidade.
Precisão
O processo FDM envolve extrusão de plástico a altas temperaturas, e como sabemos, os materiais expandem quando esquentados. O contrário acontece quando esfria: o projetista deve ficar atento a retração do material.
Alguns materiais retraem mais que os outros. Além do warp – que é o empenamento ou rachaduras, é necessário pensar no dimensional da peça. Furos ou encaixes podem diminuir de tamanho impossibilitando os encaixes que você projetou. É possível aprender a lidar com a retração, criando o que chamamos de “sobremetal” no modelo a ser impresso.
De fato, esse é o tópico que mais encarece o projeto. Quanto mais precisão, melhores tecnologias são necessárias, tanto no equipamento quanto no material utilizado. O uso de materiais especiais pode ser necessário.
É nesse ponto que decidimos entre a tecnologia FDM ou a SLA.
Estética
Se a impressão for de um protótipo visual ou uma peça de uso final, a qualidade superficial pode ser importante. O uso de qualidades maiores pode aumentar o tempo de produção e aumentando o custo final.
Nesse caso, o melhor é conversar com o cliente. Entender para que ele quer essa impressão é essencial, pois o projetista deve balancear a necessidade com o propósito. Qualidades mais baixas tornam a impressão mais rápida, dessa forma o custo tende a ser menor.
 Na imagem acima podemos ver bem essa diferença. A coruja da esquerda foi feita com 0,3 mm, a do meio com 0,2 mm e a da direita com 0,1 mm.
Na imagem acima podemos ver bem essa diferença. A coruja da esquerda foi feita com 0,3 mm, a do meio com 0,2 mm e a da direita com 0,1 mm.
Pós-processamento
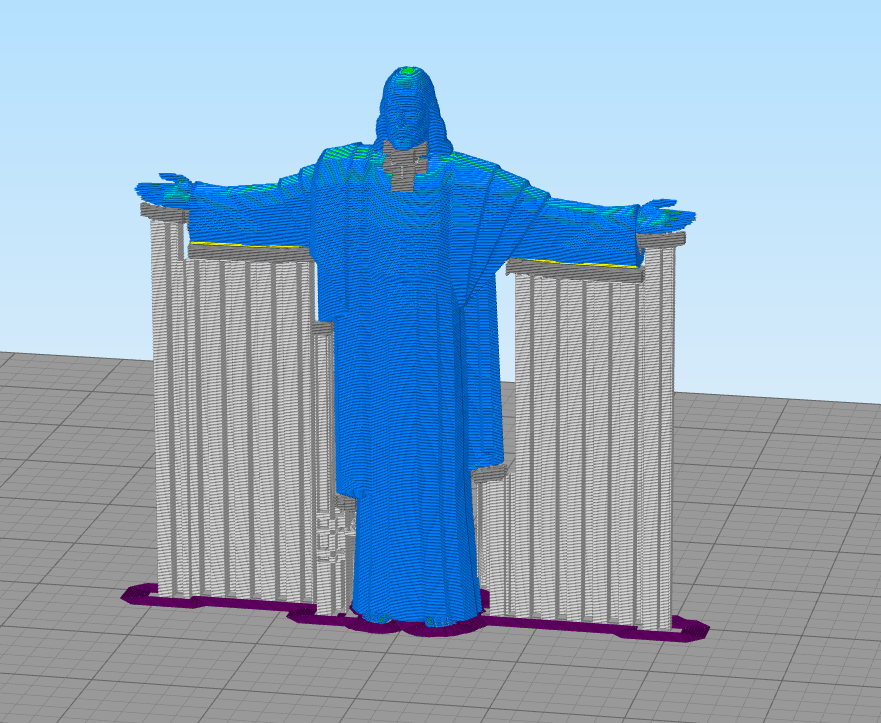
Muitas vezes negligenciado, o pós-processamento é essencial na maioria dos casos. Em quase todos os modelos impressos, estruturas de suporte são necessárias para a sua construção. Remover os suportes pode levar tempo e as vezes requer cautela. Partes finas podem estar próximas, então você tem que tomar cuidado para não quebrar o modelo e ter que repetir o processo de impressão. Esse tempo gasto deve ser levado em consideração, pois acrescenta no valor final.
É comum modelos complexos e/ou peças grandes precisarem de montagem. Nesse caso, o modelo deve ser dividido de forma que facilite ao máximo a montagem. Colas, parafusos ou encaixes podem ser usados, na forma que garanta melhor eficiência.
Em outros casos, pode ser necessário acabamento químico ou pintura. Para isso, a superfície do material deve ser preparada e quanto melhor a qualidade, menos trabalho para o acabamento. Há diversos tipos de tintas para esse processo, mas você deve ficar atento ao tipo de solvente e o material usado na impressão.
No caso das tintas, em quase todos os casos na verdade, será necessário o uso de primer, que nada mais é que um fundo onde a tinta ficará fixada. O primer consegue aderir na superfície do plástico e a tinta adere, então, no primer. Mas lembrando: fique atento ao solvente usado!
A escolha do material
Existem diversos materiais disponíveis no mercado e a cada dia outros materiais surgem. Na nossa loja você pode encontrar os mais comuns: ABS, PLA, PETG e Flex. Todos eles possuem características que você pode usar ao seu favor.
Vamos explicar um pouco de cada um, com prós e contras. Cabe a você, o projetista, escolher o material que mais te atende.
Um aviso: não procure o material pelo preço. Você pode não obter a qualidade desejada e pode danificar sua impressora. As vezes pagar R$30,00 a mais por um material vale muito a pena.
ABS – Acrilonitrila Butadieno Estireno
Um dos materiais mais comuns na impressão 3D. O ABS é conhecido pelo seu custo reduzido e as suas boas propriedades mecânicas. Suporta temperaturas mais altas e resiste a impactos, tanto que é usado na indústria automotiva e em brinquedos, como LEGO.
Prós
- Baixo custo
- Resistência a impacto
- Resistência ao calor
Contras
- As peças tendem a encolher levando ao warp na base ou em outras partes da peça
PLA – ácido polilático
Sua popularidade é dada a sua facilidade de impressão. O PLA não precisa de grandes temperaturas de extrusão e não exige uma mesa aquecida. Ele é derivado de milho ou cana-de-açúcar, sendo biodegradável.
Prós
- Baixo custo
- Precisão dimensional
- Facilidade de impressão
Contras
- Baixa resistência ao calor
- Por conta da baixa temperatura vítrea, costuma escorrer e causar fiapos na impressão
- Hidroscópico (absorve água) e fica quebradiço com facilidade
PETG – tereftalato de polietileno com glicol
Uma versão modificada do PET comumente usado na fabricação de garrafas e outros utensílios domésticos, é um material que tem uma resistência ao impacto e a temperaturas altas.
Prós
- Resistência a impacto
- Resistencia ao calor
- Precisão dimensional
Contras
- Hidroscópico (absorve água) e se torna complicado de imprimir
- Produz fiapos na impressão
FLEX – elastômeros termoplásticos
O nome já sugere, esse material é flexível. Ele pode ser aplicado em diversos casos em que é necessário maleabilidade. Pode ser esticado e flexionado sem se romper.
Prós
- Flexível
- Boa resistência ao impacto (já que se deforma e volta ao normal)
Contras
- Baixas velocidades de impressão
- Torna-se complicado imprimir peças com suportes
Esse post faz parte de uma série de três postagens, fique ligado! Quarta feira que vem tem mais!
Siga a Sethi3D nas redes sociais: Facebook | Instagram Acesse nossa loja e conheça nossas impressoras 3D, filamentos, acessórios e muito mais!
Sethi3D
Imagine, Faça!